With the increasing consumption of plastic products, plastic waste is also increasing. At present our country waste plastics are mainly plastic film, woven fabrics, foaming plastic, plastic packaging boxes and containers, daily plastic products, plastic bags and agricultural film, etc. These products scraps become the one of the important sources of waste plastics. Due to the recycled plastic have lower price compared with those new materials, the market needs lower the price of recycled plastic granules. So that in some field of using recycled materials which can meet the requirements of the production, manufactures will choose the recycled plastic first. Film/Bag/Flakes washing line is widely used to treat PP/PE plastic waste mixed material into clean film flakes, which include waste PP woven bags, PP non-woven bags, LDPE film, plastic garbage, waste plastic mulch film. After films/bags/flakes cleaned, you can make them to be granules with next process which is called pelletizing line. This production line is high automatic operating and save labor cost and low after maintenance. With advanced international industry concepts and technologies to meet waste plastic recycling at home or abroad. This film/bag/flakes recycling washing line could be displayed "L" or "U" shape according clients' workshop. PET Bottle Recycling Washing Line: A pressure vessel is a container designed to hold gases or liquids at a pressure substantially different from the ambient pressure.
The pressure differential is dangerous, and fatal accidents have occurred in the history of pressure vessel development and operation. Consequently, pressure vessel design, manufacture, and operation are regulated by engineering authorities backed by legislation. For these reasons, the definition of a pressure vessel varies from country to country, but involves parameters such as maximum safe operating pressure and temperature, and are engineered with a safety factor, corrosion allowance, minimum design temperature (for brittle fracture), and involve nondestructive testing, such as ultrasonic testing, radiography, and pressure tests, usually involving water, also known as a hydrotest, but could be pneumatically tested involving air or another gas. The preferred test is hydrostatic testing because it's a much safer method of testing as it releases much less energy if fracture were to occur (water does not rapidly increase its volume while rapid depressurization occurs, unlike gases like air, i.e. gasses fail explosively). In the United States, as with many other countries, it is the law that vessels over a certain size and pressure (15 PSIg) be built to Code, in the United States that Code is the ASME Boiler and Pressure Vessel Code (BPVC), these vessels also require an Authorized Inspector to sign off on every new vessel constructed and each vessel has a nameplate with pertinent information about the vessel such as maximum allowable working pressure, maximum temperature, minimum design metal temperature, what company manufactured it, the date, its registration number (through the National Board), and ASME's official stamp for pressure vessels (U-stamp), making the vessel traceable and officially an ASME Code vessel.
Photo of our Chemical Vessel:
History of pressure vessels
Construction materials Chemical Vessel Chemical Reaction Vessel,Chemical Reactor Vessel,Chemical Tanker Vessel,Chemical Provider Vessel Unisite Group Ltd. , https://www.shipsparts.nl
1.Recycling Washing Line
Film/Bag/Flakes Recycling Washing Line: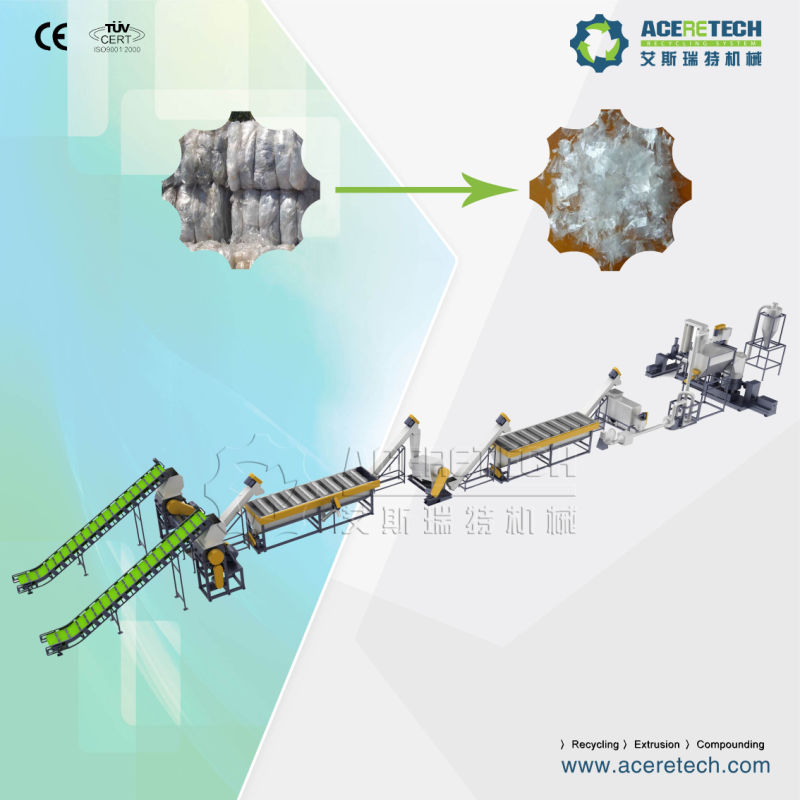
Generally, for the complete film/bag/flakes recycling washing machine, we have several types for your choosing. The capacity we can supply 300kg/h, 500kg/h and 800kg/h, you can choose the suitable one what you really need.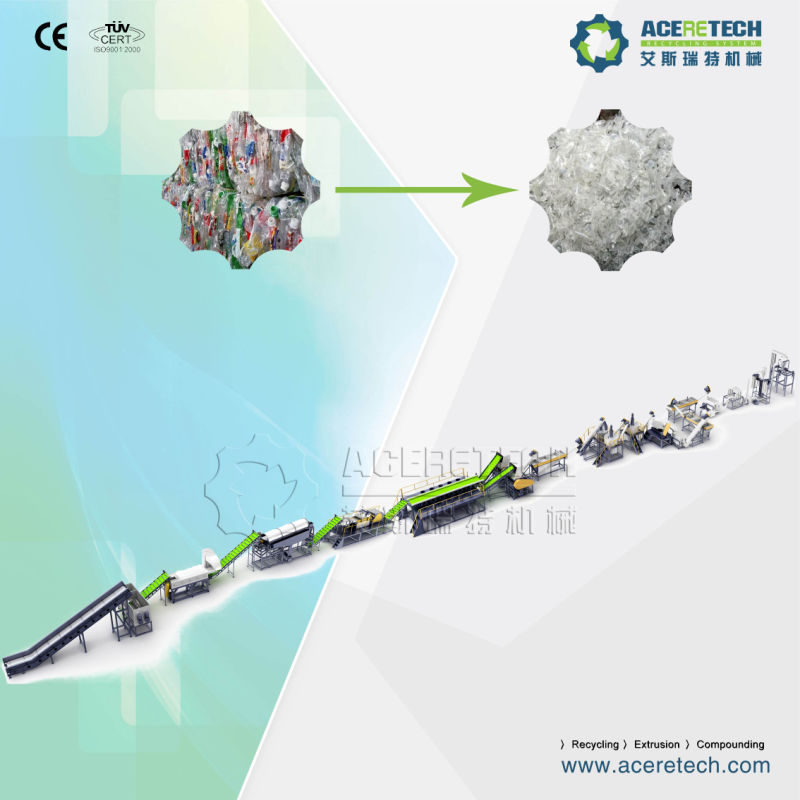
PET waste bottles recycling and washing system is a complete solution designed for the bottles, such as water bottles, cola bottles, etc. label-removing, crushing, washing, drying and packing; it is the perfect system to process the waste bottles into PET flakes, which can present high quality performance of recycled PET flakes.
 - Bottle to bottle grade, PET bottles recycling and washing line
 - Yarn/filament grade, PET bottles recycling and washing line
 - PSF grade, PET bottles recycling and washing line
 - Regular grade, such as strapping, brusher making, etc., PET bottles recycling and washing line
2.Plastic Re-pelletizing System
ACS-H series compacting & pelletizing system:
The ACS series compacting and pelletizing system combines function of crushing, compacting, plasticization and pelletizing to one step, applied in the plastics recycling and pelletizing process. ACS system is a reliable and efficiency solution for plastics films, raffias, filaments, bags, woven bags and foaming materials re-pelletizing.
Final productions produced by ACS system are in the form of pellets/ granules, can directly put into the production line for film blowing, pipe extrusion and plastics injection, etc.
Â
Advantages of ACS-H compacting and re-pelletizing system
-European design, raw water content can reach 7%, and the final pellet moisture content can be effectively controlled within 1%
-Motor drives of conveyer belt cooperate with Schneider inverter. Feeding speed of conveyor belt is fully automatic based on how full the compactors' room is.
- Frictional heating which caused by high speed rotatory blades will heat and let scraps shrinking just below their agglomerating point. Optimal designed guide structure compacts the material and directs it into extruder screw.
-Double-zone vacuum degassing system makes volatiles such as low molecular and moisture remove efficiency;
-Melt filtering stage of the screen changer use JC Times; Non-stop screen changer is set up to expand the filtering area;
-The 100% contact between the blade and the pelletizing template can realizeby pneumatic system to make pellets more uniform;
-Combine crushing, compacting and pelletizing steps in one system, less-labor cost;
ACT series Recycling & Re-pelletizing system:
Twin screw extruder recycling & pelletizing system are applied to the waste materials, which needs high processing performance of melting, volatilization, filtering etc., mainly works for the job of PET scraps recycling and re-pelletizing.
To slow down IV value reducing during PET scraps recycling, not only impurities, such as PVC content,moisture,etc., but also precise recycling system and reliable equipment configurations are necessary to put in the solution.
Â
Advantages of ACT recycling and re-pelletizing system
- Recycled material: Total impurity content ≤320PPM; Moisture content≤2%
- Production Capacity: 300-1000Kg/h ( But if lower than 500Kg/h, there will be no label remover machine, as the lowest capacity for label remover is 500Kg/h.).
- Note: We can design the machines exactly according to Customers' requirements. If want to know the details for this machine, just feel free to contact us, send us your inquiry.
ASE series Recycling & Re-pelletizing System:
The ASE series compacting and pelletizing system combines function of plasticization and pelletizing to one step, applied in the plastics recycling and pelletizing process. ASE system is a reliable and efficiency solution for crushed regrinds or flakes of PE/PP/ABS/PS/HIPS/PC etc.
Final productions produced by ASE system are in the form of pellets/ granules, can directly put into the production line for film blowing, pipe extrusion cand plastics injection, etc.
Â
Advantages of ASE plasticizing and pelletizing system
1. Plasticizing and pelletizing steps in one system, less-labor cost;
2. Higher efficiency feeding, suitable to film, filament, raffia, foaming materials;
3. Higher output and lower energy consumption.
3. Materials to be handled
Our recycling machine can handle most of waste plastic, such as BOPP film, foamed PS, Non-woven fabrics, PET fiber, Nylon fiber, raffia, woven bags, film, GPET film, shopping bags, air bubble film, filament, PET bottles, plastic regrinds etc..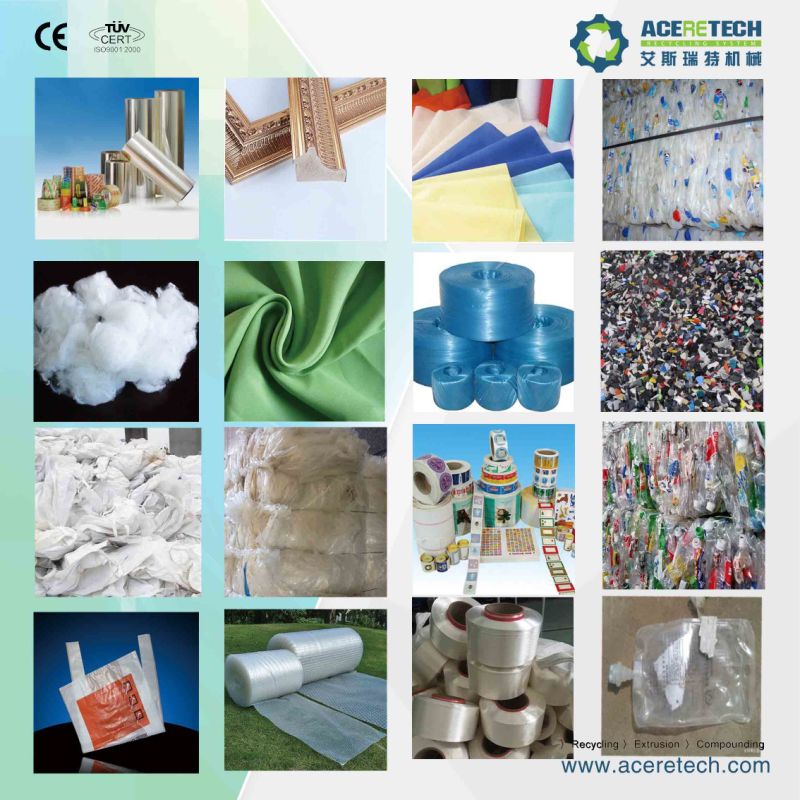
4. About our service
 Before-sale Â
 a. Introduce products and applications detain
 b. Recommend suitable solution
 c. Provide with reference information
 d. Offer lab for test   Â
Â
 During Manufacturing         Â
 a. Provide with layout and engineering conditions
 b. Inform the project processing status
 c. Offer other documents
Â
After-sale
 a. Provide with installation, commissioning and training
 b. Register and record customer information
 c. Offer spare parts
 d. Provide with necessary technical support for new application
 e. Visit customer regularly and correct information
5. Why choose us
 a. Lower investment cost for a high quality and durable machine;
 b. Low energy consumption with high production output;
 c. Overseas installation and training are available;
 d. Machine warranty with spares in stocking and in-time delivery;
 e. Fast machine delivery and installation: AceRetech produces on an average of 10 sets of plastic machines per month and can deliver the machine faster than most manufacturers. The regular delivery time of an AceRetech recycling machine is 60 days.
Â

A 10,000 psi (69 MPa) pressure vessel from 1919, wrapped with high tensile steel banding and steel rods to secure the end caps.
The earliest documented design of pressure vessels is described in the book Codex Madrid I, by Leonardo da Vinci, in 1495, where containers of pressurized air were theorized to lift heavy weights underwater,however vessels resembling what are used today did not come about until the 1800s where steam was generated in boilers helping to spur the industrial revolution.However, with poor material quality and manufacturing techniques along with improper knowledge of design, operation and maintenance there was a large number of damaging and often fatal explosions associated with these boilers and pressure vessels, with a death occurring on a nearly daily basis in the United States.[1] Local providences and states in the US began enacting rules for constructing these vessels after some particularly devastating vessel failures occurred killing dozens of people at a time, which made it difficult for manufacturers to keep up with the varied rules from one location to another and the first pressure vessel code was developed starting in 1911 and released in 1914, starting the ASME Boiler and Pressure Vessel Code (BPVC).In an early effort to design a tank capable of withstanding pressures up to 10,000 psi (69 MPa), a 6-inch (150 mm) diameter tank was developed in 1919 that was spirally-wound with two layers of high tensile strength steel wire to prevent sidewall rupture, and the end caps longitudinally reinforced with lengthwise high-tensile rods.The need for high pressure and temperature vessels for petroleum refineries and chemical plants gave rise to vessels joined with welding instead of rivets (which were unsuitable for the pressures and temperatures required) and in 1920s and 1930s the BPVC included welding as an acceptable means of construction, and welding is the main means of joining metal vessels today.
Composite overwrapped pressure vessel with titanium liner.
Many pressure vessels are made of steel. To manufacture a cylindrical or spherical pressure vessel, rolled and possibly forged parts would have to be welded together. Some mechanical properties of steel, achieved by rolling or forging, could be adversely affected by welding, unless special precautions are taken. In addition to adequate mechanical strength, current standards dictate the use of steel with a high impact resistance, especially for vessels used in low temperatures. In applications where carbon steel would suffer corrosion, special corrosion resistant material should also be used.
Some pressure vessels are made of composite materials, such as filament wound composite using carbon fibre held in place with a polymer. Due to the very high tensile strength of carbon fibre these vessels can be very light, but are much more difficult to manufacture. The composite material may be wound around a metal liner, forming a composite overwrapped pressure vessel.
Other very common materials include polymers such as PET in carbonated beverage containers and copper in plumbing.
Pressure vessels may be lined with various metals, ceramics, or polymers to prevent leaking and protect the structure of the vessel from the contained medium. This liner may also carry a significant portion of the pressure load.
Pressure Vessels may also be constructed from concrete (PCV) or other materials which are weak in tension. Cabling, wrapped around the vessel or within the wall or the vessel itself, provides the necessary tension to resist the internal pressure. A "leakproof steel thin membrane" lines the internal wall of the vessel. Such vessels can be assembled from modular pieces and so have "no inherent size limitations". There is also a high order of redundancy thanks to the large number of individual cables resisting the internal pressure.
There have been many advancements in the field of pressure vessel engineering such as advanced non-destructive examination, phased array ultrasonic testing and radiography, new material grades with increased corrosion resistance and stronger materials, and new ways to join materials such as explosion welding (to attach one metal sheet to another, usually a thin corrosion resistant metal like stainless steel to a stronger metal like carbon steel), friction stir welding (which attaches the metals together without melting the metal), advanced theories and means of more accurately assessing the stresses encountered in vessels such as with the use of Finite Element Analysis, allowing the vessels to be built safer and more efficiently. Today vessels in the USA require BPVC stamping but the BPVC is not just a domestic code, many other countries have adopted the BPVC as their official code. There are, however, other official codes in some countries (some of which rely on portions of and reference the BPVC), Japan, Australia, Canada, Britain, and Europe have their own codes. Regardless of the country nearly all recognize the inherent potential hazards of pressure vessels and the need for standards and codes regulating their design and construction.
Model NO.: Recycling machine unit
Voltage: 380V 50Hz or Customized
Electric Components: ABB, Schneider, Ls, Omron, or Customized
Application: Film, Filament, Raffia, Foam
Compacting Room Size: 300-1400 L
Capacity Range: 160-1200kg/H
Trademark: ACERETECH
Transport Package: Wooden Pallet
Specification: CE, TUV
Origin: Jiangsu Zhangjiagang
HS Code: 8477209000
Plastic Recycling and Pelletizing Machine for PE/PP/PA/PVC/ABS/PS/PC/EPE/EPS/PETÂ Â